产品详情分类
φ1*20mm小径深孔加工
不锈钢直径1mm,深度20mm的小径深孔加工,建议使用中心出水电主轴CTS-2630来加工,1分钟25秒可完成15个孔,搭配中心出水的钻头,不堵孔,不断刀,提高钻孔效率,延长刀具使用寿命。
不锈钢1*20mm小径深孔加工

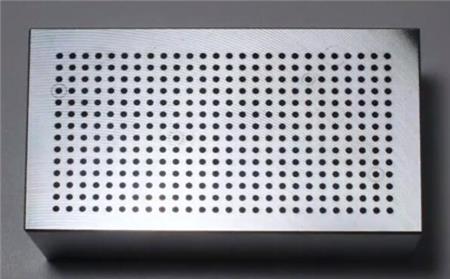
不锈钢钻直径1mm,深度20mm的小径深孔加工,建议使用中心出水电主轴CTS-2630来加工,1分钟25秒可完成15个孔,搭配中心出水的钻头,不堵孔,不断刀,提高钻孔效率,延长刀具使用寿命。如图中所示,364个孔,用这款主轴,只需要36分钟就能完成。
不锈钢φ1*20mm小径深孔加工条件
产品系列:E3000
产品名称:CTS-2630 , EM-3030T-J
工具:三菱DVAS0100X20S040(钻孔直径Φ1mm)
工作材料:SUS304(不锈钢)
孔深:20mm
长径比:20
切割速度:60米/分钟
转速:19,000 转/分钟
进料量:0.02毫米/转
进给率:350毫米/分钟
切削油:不溶性切削油
冷却剂压力:20兆帕
加工时间:3.4秒

加工优点:CTS-2630 在自动车床的深孔加工(φ3.0 以下:L/D = 20)中实现了“缩短加工时间”和“提高刀具耐久性”。
在线留言0755-29695109
| 姓名: |
|
| 手机: | |
| 备注: |
|
| 提 交 |