半导体钻微孔动力头
半导体零件微孔加工用什么主轴好?推荐NAKANISHI高速电主轴E2000系列NR-2551,直径25mm,钻速高达5万转,跳动精度1μm以内,体积小,转速高,精度高,钻头不容易断。可加装在数控机或者非标设备上使用。
半导体零件微孔加工用NAKANISHI高速主轴NR-2551
PCB针管钻孔用NAKANISHI高速主轴E2000系列,使用NR-2551主轴对半导体铍铜合金进行微孔加工,跳动精度1 μm,跳动精度50000转/min,体积小,转速高,精度高,钻头不易断,更贴近工件,有效的进行钻孔加工。相比走心机机床主轴钻孔速度提高了2.4倍。
")
交叉孔径:直径0.09mm/0.10/0.15mm
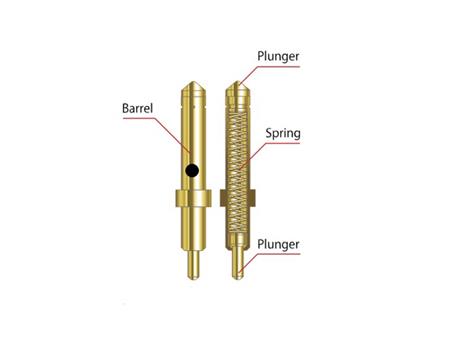
加工对象:半导体接触探针针管
")
加工方案:
使用NAKANISHI电主轴NR-2551+电马达EM25N-5000-J4

机器:津上机床 TSUGAMI P034
刀具: φ 0.09 mm 钻刀
工件:铍铜合金(BeCu)
孔加工: φ 0.09mm
深度1 mm, 通孔,间隔0.03 mm
切削速度: 5.6 m/min
转速: 20,000转/min

半导体零件微孔加工选择NAKANISHI主轴的优势
1、不容易断刀 因为钻刀很小,如果主轴跳动过大,容易折断钻头,NAKANISHI主轴跳动精度1μm以内,能有效避免断刀。
2、小直径 由于半导体零件是细长的,如果留出部分过长容易发生偏摆,因此主轴越细则可越靠近工件,以缩短工件留出的长度。NAKANISHI主轴直径很小,直径φ25mm可接近夹头底部有效地进行钻孔加。
3、高转速 高转速可达到高进给速度,从而提高钻孔效率,津上交叉旋转刀具,Max. 8000转/min → 切削速度: 2.3 m/min,NAKANISHI高速主轴NR-2551 + EM25N-5000-J4,使用20000转/min, (Max. 50000转/min) →切削速度: 5.6 m/min,切削速度提高了2.4倍。
| 姓名: |
|
| 手机: | |
| 备注: |
|
| 提 交 |