圆柱体表面钻孔动力头
圆柱体表面、轴上表面钻小孔是机加工行业里的一个难题,不够春亨工具可为您提供具体的轴上表面钻孔方法,该方案适用于走心机、CNC、非标设备、机器人末端等自动化设备。
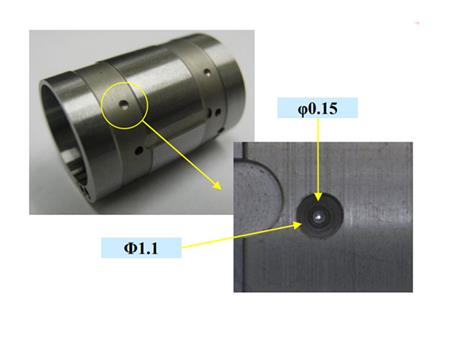
圆柱体表面钻孔 轴上钻1mm小孔、再钻0.5mm通孔

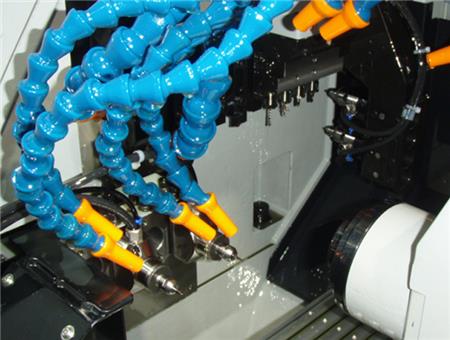
如图所示,需要在不锈钢材质上先钻一个1.1mm小孔,再钻一个0.15mm的通孔,用什么办法加工可以降低成本呢?假如设备是斯大走心机,可以使用2支高频铣动力头BM-322FL来加工,通过机床本身主轴夹持圆柱体固定角度,通过主轴加装动力头进行交替加工。该方案适用于各种小型精密数控车床、CNC加工中心以及机械臂等。只是更换不同的动力头型号而已。

NAKANISHI高速电主轴属于高端高精密主轴,高频铣动力头BM-322FL,是一款专门为外径22mm的刀座孔的走心机而设计的微型电主轴,外径22mm,转速高达6万转,跳动精度1μm以内,输出功率120W,体积小,直接安装在走心机主轴或背轴的刀座孔内就能使用,如果是西铁城走心机、津上走心机。托纳斯走心机、宫野、野村、硕方走心机都有合适的高频铣动力头匹配。

走心机一拖二指的是一个控制器搭配两个动力头,如一个ispeed3控制器搭配两支高频铣,搭配两根电源线,两个动力头不能同时工具,但优点是不用来回更换刀具,确保加工精度和质量。
圆柱体表面钻孔技术参数
钻孔动力头:BM-322
被削材料:SUS420F HRC56
(1)切削工具 φ1.1mm硬质合金钻孔
回转速度:20000RPM
进给速度:20mm/min
进给量:0.1mm
(2)切削工具 φ0.15mm硬质合金钻头
回转速度:30000rpm
进给速度:10mm/min
进给量:0.005mm

通过NAKANISHI高频铣、高速主轴提供最佳旋转速度,将高速旋转时的振动抑制到最小限度,通过最佳切削条件延长刀具寿命。
| 姓名: |
|
| 手机: | |
| 备注: |
|
| 提 交 |