
NAKANISHI高速主轴最核心的工艺——夹头
NAKANISHI高速主轴最核心的工艺——夹头
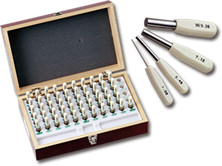
日本中西NSK高速主轴以高品质为核心在精加工行业已经众所周知,NSK高速主轴以体积小、超高转速和1um以内的高速旋转精度成为高速主轴界的标杆。夹头是NSK高速主轴上的一个小配件,为各种不同的切削刀具与主轴之间提供标准连接,NSK高速主轴因主轴样式不同,配对的夹头有CHA、CHB、CHK、CHR等类别用于配合不同规格的主轴。有客户问我们用非原装的夹头可行吗?可以很肯定的回答:NO。
在金属切削加工中,合格零件与废品之间的区别常常在于关键尺寸上极微小的差异。同样,一个高精度夹头的不同之处也取决于所采用的制造公差。切削刀具的回转轴线必须与NSK高速主轴的回转轴线精确一致。两者要实现近于完美的同心度才能保证1um以内的旋转精度。方法虽然很明确,但也很复杂。

首先,将NSK高速主轴的夹头装入对应的主轴内,每一次都必须非常精确。为此,配合表面的锥角公差必须很小。这些公差由国家或国际标准委员会制定和颁布,一般可供任何人查阅。制造完成的夹头要用量规检测其圆度和锥角,而这些量规则由实物基准规来标定。生产现场采用的测量方法各不相同,从实物接触机械式测量、实物接触/电子模拟量测量到非接触模拟量测量(如气动量规)。所有这些行之有效的方法都有一个共同特点:都要用实物基准规来标定。
检测是关键,但生产的工序也不简单,NSK高速主轴夹头最初是由一根圆柱毛胚加工而成的,经过钻、车、铣、磨、热处理、喷砂、激光打标等各种工艺综合加工而成。工序多,每道工序精度都严格控制,确保产品质量。出厂前,每个NSK高速主轴夹头都经过单独检测,一定是确保每个产品都符合产品质量才会出到使用者手中。有使用者反馈装好的主轴,用手转动打主轴的旋转跳动为什么会不稳定?因用手转动主轴使用的力不均匀会产生误差值,才会导致测量数据的不稳定,如使用者需检验主轴整体的旋转跳动精度,我们是要求用动态测量的,在不受到外力的作用时,通过主轴旋转,从而得到准确的检测数据1μm。
日本中西NSK高速主轴不仅能生产优质产品,而且近百年来始终如一地长期生产优质产品的能力。在任何制造业中,能日复一日长期制造高质量产品的企业凤毛麟角。作为NSK高速主轴中国代理商“春亨工具”我们建议使用者一定要用原装的NSK高速主轴夹头,既能保证产品精度,又能避免因使用非原装品带来的不必要麻烦。


同类文章排行
- Q355材料钻削0.9mm小径斜孔的精密加工方案
- 加工中心钻0.1mm微孔断刀难题的解决方案
- 铝合金散热片去毛刺方案:msiy电主轴+xebec研磨刷
- 攻克内圆磨削难题?关键在8万转气浮主轴!
- msiy直角浮动主轴,专为铸件内孔去毛刺打磨抛光使用
- 注塑件去毛刺自动化方案 - MSIY-30浮动主轴
- 钢件自动化去毛刺,机械臂加装1.2kw自动换刀浮动主轴
- 为排刀机赋能:25mm气动主轴扩展加工新维度
- 2万转大扭矩电主轴msiy-4020,助力机床升级改造
- peacock大喉深指针测厚仪,适用于测量板材中心厚度
最新资讯文章
您的浏览历史

