
气动浮动和电动浮动哪个好?3分钟看懂区别
气动浮动主轴和电动浮动主轴哪个好?3分钟看懂区别

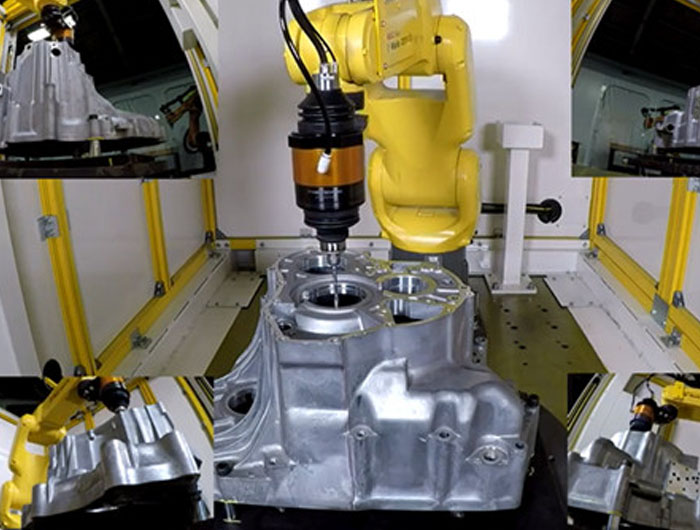
在机器人自动化去毛刺、打磨、抛光领域,浮动主轴已经成为解决“刚性接触易过切、难贴合”的标配工具。
但很多采购负责人和自动化工程师在选型时,都会卡在一个问题上:气动浮动和电动浮动,到底选哪个?
有人说气动便宜、够用;有人说电动精密、高端。真相是什么?
今天这篇文章,就从原理、性能、成本、适用场景四个维度,帮你一次性搞清楚。
一、先搞懂原理:两者“浮动”方式完全不同
| 对比项 | 气动浮动 | 电动浮动 |
| 浮动驱动方式 | 低摩擦气缸 + 气压调节 | 高速电机 + 控制器 + 闭环控制 |
| 浮动力控制 | 开环控制,通过调压阀设定 | 闭环反馈,实时动态调整 |
| 响应速度 | 毫秒级(机械被动响应) | 微秒级(主动驱动) |
| 结构复杂度 | 简单,无电子元件 | 复杂,含控制器 |
简单理解:
气动浮动:靠气压“推着”主轴浮动,遇到阻力自动退缩,像弹簧一样被动适应。
电动浮动:靠高速电机+传感器“主动”控制浮动力,实时监测并调整,像智能机器人一样精准。
二、性能对比:谁更适合你的工况?

1. 浮动力精度
气动浮动:精度一般在 ±0.1~0.3kgf,对于绝大多数去毛刺场景足够。
电动浮动:精度可达 ±0.01kgf,适合微力精密加工。
结论:常规去毛刺(毛刺厚度0.1-0.5mm),气动完全够用;抛光、薄壁件、微力打磨,电动更有优势。
2. 响应速度
气动浮动:被动响应,遇到突变轮廓自动退缩,响应速度足够应对铸造件±2mm以内的公差。
电动浮动:主动响应,可处理更高频的轮廓变化,但需要编程配合。
结论:90%的不规则曲面工件,气动的被动响应已经够快;电动适合高速变轮廓场景。
3. 可靠性 & 维护成本
气动浮动:结构简单,无电子元件,几乎不坏,只需定期清洁气路。
电动浮动:含有传感器、伺服驱动、控制板,故障点更多,维修成本高。
结论:气动浮动在恶劣工况(粉尘、油污、振动)下更耐用。
三、成本对比:采购 & 使用全周期

| 成本项 | 气动浮动主轴 | 电动浮动主轴 |
| 单机采购成本 | 5000-15000元 | 25000-80000元 |
| 配套要求 | 仅需气源(0.4-0.6Mpa) | 需要控制器+编程 |
| 调试难度 | 低(调气压即可) | 高(需专业电气工程师) |
| 维护成本 | 低 | 中高 |
真实案例:某汽车零部件铝件去毛刺,原本计划采购电动浮动方案,整套报价3.8万/轴。后来改用气动浮动方案,总价1.2万/轴,同样实现了曲面去毛刺需求,良品率从82%提升到97%。



同类文章排行
- 气动浮动和电动浮动哪个好?3分钟看懂区别
- MSIY-30浮动主轴攻克塑料中框合模线与翻边难题
- 告别毛边与过切?轻巧灵活的msiy浮动主轴来了
- 缸体去毛刺,机械臂末端加装msiy-30浮动打磨主轴
- CTS-2630中心出水电主轴,专为小径钻深孔而研发
- 日本PEACOCK数显薄膜测厚仪 FFD-1,春亨代理
- Msiy-30浮动主轴核心优点总结
- Msiy浮动主轴:破解精密去毛刺痛点
- 云雨施Msiy浮动陶瓷刮刀工作原理
- daiwa rabin金刚石橡胶磨头1000目/3000目应用领域
最新资讯文章
您的浏览历史

